







回转窑大段筒体焊接注意事项
发表日期: 2020-08-17 文章来源:郑矿机器 作者:白鹏辉
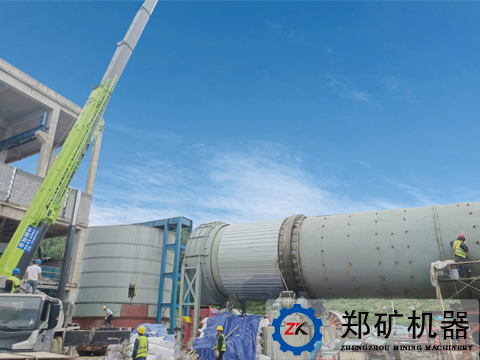
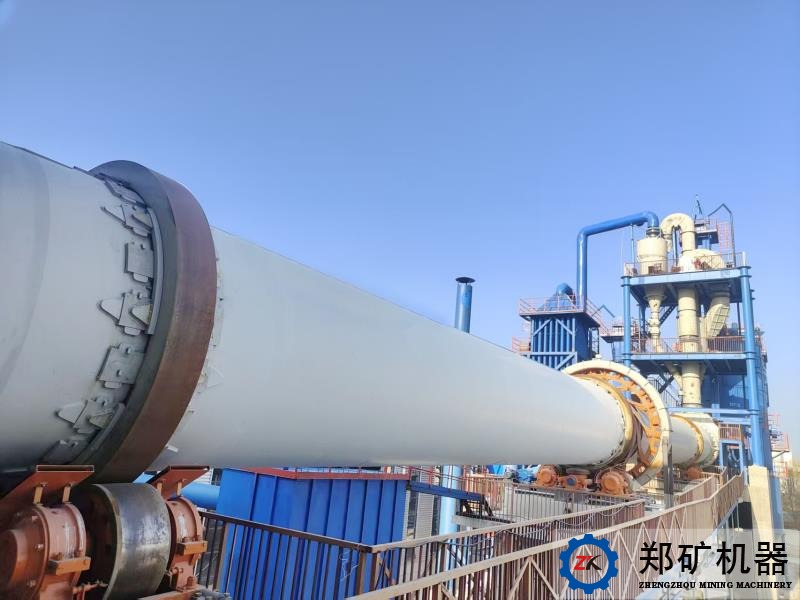
回转窑安装前要熟悉图纸及有关技术文件,了解设备结构及安装要求。根据具体条件确定安装顺序和方法,准备必要的安装工具和设备,制订施工组织和计划。进行精心施工,优质快速地完成安装任务。

大段筒体焊接是是回转窑安装工作中的重要环节,其质量好坏直接关系到窑能否正常运转与使用寿命,因此必须给予高度重视,要注意下列事项:
(1)焊接工人必须技术熟练并经考试合格合才能参加焊接工作。
(2)视现场条件,筒体焊接可采用内部手工封底,外部自动焊接或手工焊接。Q235-C钢板自动焊接时要采用质量相当于08A的焊丝;采用手工焊时,应采用质量相当于牌号E4315的焊条,焊条要保证干燥,使用前要在250℃温度下干燥2小时。
(3)大段筒体接口必须保证清洁干燥。用以保证接口间隙的铁板应在焊接时逐个除去。但注意不能在整个圆周上同时去掉。
(4)在焊接筒体时窑内不得进行任合其它工作。
(5)在雨天或大风下雪时不应时行焊接工作,在5℃以下的低温条件中焊接时,焊接工艺,操作方法要采取措施,如坡口要预热,焊后要采取何温措施等。当筒体受日光暴晒时不应进行焊接,因筒体阴阳两面温差较大,筒体中心线实际是弯曲的,应该等到不受暴晒时才能进行焊接。同样,当窑筒体单侧受到正在运转差的窑热辐射而引起弯曲时,要采取隔热措施,如用石棉板作隔热墙防护等。
(6)各层焊肉间起、熄弧点不得重叠,焊缝不得有缺肉、咬肉、夹渣、气孔、裂纹等外观缺陷。每条焊缝都必须进行探伤检查,对纵向与环向焊缝都必须进行探伤检查,对纵向与环向焊缝交汇处以及焊接工人觉得没有把握处更应进行射线探伤或超声波探伤检验。检验要求同本章。
(7)筒体焊接完毕后,检查轮带宽度中心与托轮宽度中心的距离,应符合图纸冷态尺寸,允许偏差±5mm;轮带与两侧挡圈或挡块要按图纸要求留有均匀的间隙。
以上就是回转窑大段筒体焊接注意事项,想要了解更多设备信息欢迎咨询郑矿机器客服人员。郑矿机器是一家专业矿山机械设备生产厂家,有丰富的技术积累和项目经验,诚邀各位到我厂实地参观考察!
- 下一篇: 球磨机钢球的配置
- 上一篇: 袋式收尘器的构造及分类